折弯机连杆结构
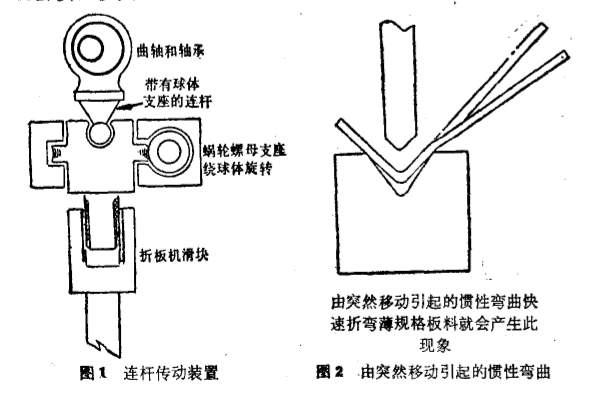
由于滑块本身不会分开,因此采用连杆装置(图1)来调节它的高度位置。此装置既能连接曲柄动作,又能调节滑块高度。滑块的行程欢数不变,连杆的作用是按照下模的开口尺寸使滑块定出各种深度位置。
需要特别注意的是,只有滑块处于行程下死点位置时才能装上模具.在其它任何位置上安装模具,都会导致由于滑块运行深度过大,而使上模挤塞在下模开口槽底部。这样,飞轮的运动能量将对连杆造成极大损害,甚至会使侧机架断裂或使模具毁坏。
在液压机床上就不会产生“挤塞”现象,因为在不正确位置上安装模具,一旦发生超负荷,溢流阀即会打开,这样,机床就能免受损害。但如加工工件需要较大压力时,一旦压力调节过大也会损伤模具。
惯性弯曲及确定机床工作压力规格
在折弯大块的薄板料时,机械折弯机固定的折弯速度还会给操作者带来麻烦,由于板料的突然移动(滑块运行过快造成),工件产生惯性弯曲(图2),从而影响折弯形状。
操作者通常采用滑动离合器降低折弯速度来减少突然移动。但这样做会使机床额定功率减少,并使离合器和制动器都产生很大磨损。
机械折弯机的加工能力完全取决于飞轮的惯量。因而飞轮的惯量影响着机架、滑块的大小尺寸;齿轮的宽度尺寸及制动器、离合器等的大小尺寸。
因此,应根据飞轮惯量来确定离合器的大小,最后由离合器的扭矩大小来确定机床的加工能力。
所有通过离合器扭矩力传动的机械折板机,它们的额定压力都按照滑块处于行程中间位置时的压力所确定。尽管折弯动作大部分都是在上模达到下死点前曲柄连杆与垂直中心线夹角约10°左右位置上就已完成。但额定压力值并不在此位置上确定。之所以在行程中间确定压力规格是因为此时测定的压力值稳定不变。而在行程底部,压力无法限定,曲柄在下死点位置时扭转力矩会大大增加。详情链接:
http://www.jsxinfen.com/hisnrsnm/69624.html
这样,就有许多机械折弯机的制造厂家给他们的产品报两种规格压力。比如有一种所谓60t/90t的折弯机,它的意思就是滑块处于中间行程位置上所确定的压力规格是60t(吨)而在上模到达下死点前约10°角时所确定的压力规格是90t(吨)。
操作者正是根据这中间行程位置上所确定的压力规格来进行压力计算。并且折弯机图表中的压力数字也正是根据这压力规格而确定的。折弯规格不能超过在中间行程位置所确定的压力规格。:
通常借助补充图来说明折板机的“冲切”功能,人们可通过它来进行冲切加工计算,以选取正确形状的冲模。
液压折弯机中有液压缸,它与滑块直接联装在- -起。 滑块向上或向下运动时,通过液压缸结构所产生的压力就能很容易地确定机床的压力规格。
为了不使液压缸之间的平衡系统过于复杂,而保持滑块运动的平行度,有些折弯机采用了带有液压系统而实施机械传动的结构。

 折弯机吨位计算器
折弯机吨位计算器



